


This massive galvanized bucket elevator system supplies over 350 tons of poultry feed per hour up 198’ trunk sections with a 100 horsepower gear drive. This system operates 24 hours per day, 6 days per week, and longevity of the steel is essential.
This poultry farm in Rose Hill, NC was looking to add a bucket elevator to its essential feed production process. The project features several bucket elevators and a structural platform at the top of the 198’ mill.
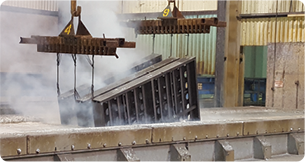
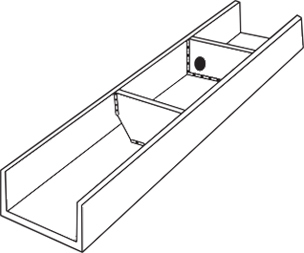
When choosing the coating for this system, the owner chose hot-dip galvanizing because of its resistance to the moisture of the materials inside of the machine that would cause undetected corrosion. Hot-dip galvanizing was chosen over other options because of its longevity, competitive price, and its pliability. The boot section is where the product enters the system and is made of 3’8” plates. The product then feeds up the trunk sections via belts and buckets, then return back down.
Because the belts and buckets cannot touch the sides of the trunking due to wear and spark potential, careful consideration was taken when designing the elevator system. If the design caused too much distortion, this will present a problem for the system and will greatly reduce longevity. The galvanizer took precautions to dip these with no room for error; communication between the galvanizer and manufacturer was key, due to these potential issues.


 SEE MORE
SEE MORE

